Roof Coatings vs Fluid Applied Reinforced Membranes
Roof Coatings vs Fluid Applied Reinforced Membranes

Is there a difference? Yes, a HUGE one.
Cold, Fluid applied Roofing and Waterproofing Membranes
BACKGROUND
Within the context of the roofing industry, what is the first thing that comes to mind when the word “coating” is mentioned?
What about the word “membrane?”
Fluid applied roofing and waterproofing membranes should not be confused with coatings . When speaking of coatings, we tend to think of materials that sometimes (and I stress sometimes) allow for the furthering of a roof's service life, or materials used as a reflective and sometimes UV resistant coating for metal roofs, various single ply membranes and sprayed polyurethane foam. We may also think about deck and traffic coatings that are used as aesthetic wear surfaces for concrete. What we don't tend to think of, are strong, durable, trafficable, UV resistant materials that can withstand ponded water and immersion and serve as long term primary weather barriers just as, if not more effectively than, traditional, singleply, asphalt, and bitumen based systems.
The purpose of this article is to inform the reader of the relatively long and successful history and effectiveness of fluid applied roofing and waterproofing membranes and to distinguish them from the coatings that are not generally thought of as long-term solutions in the low slope commercial roofing market. We will do so by covering the following topics: membrane manufacturing, advantages of fluid applied membranes, market acceptance, contractors, training and quality assurance and quality control, common fluid applied membrane types, design considerations, system installation, and detailing.
MEMBRANE MANUFACTURING
Here's a very general statement: “All roofing membranes are liquid at one stage.”
Do you agree or disagree?
If you said to yourself that roofing membranes do not only consist of materials that were liquid at some point, you are correct. For example, polyester and fiberglass reinforcements are never liquid. However, the material that serves as the basis for every roofing membrane
– without exception – is always liquid at some point in its existence.
Trinidad Lake and the Brea Tar Pits are the two largest sources of natural bitumen in the western hemisphere. Natural bitumen is mined or refined from crude oil and transported to a manufacturing facility, where it is modified with various rubbers and plasticizers. Reinforcement is then added to provide additional tensile strength, which results in a roofing membrane that is transported to a project site for installation and “seaming.”
The same holds true for PVC, EPDM, TPO, and other materials that use polymers as the basis for sheet goods. There are no single ply membrane mines where sheets are pulled from the ground. They are produced in a controlled environment because the liquid polymers are toxic, do not keep well in a can, cannot be cured at a wide range of temperatures, and a whole host of other factors.
So, if you had a liquid polymer that was able to withstand these conditions, why not deliver it to the site, combine it with reinforcement, and create a seamless, truly fully adhered membrane system, in situ?
ADVANTAGES OF FLUID-APPLIED MEMBRANES
While generally perceived to be “new” technology, cold, fluid applied roofing and waterproofing membranes have been used extensively within the U.S. for the past 45+ years. Many fluid applied systems are; UV resistant, applied in a variety of climates, resistant to heavy traffic, chemicals, and petroleum products, self-flashing and applied without the aid of open flame or heat. Many have also been tested to the most rigorous standards by the most recognized testing companies in the U.S. and abroad.
Use of these materials in the U.S. has been predominantly focused along the eastern seaboard and in the Pacific Northwest, where the technologies were originally introduced. They have also been applied throughout the world, from the Middle and Far East to the northern reaches of Scandinavia. This application history has allowed many of these technologies to prove their ability to deal with the harshest of UV exposures, freeze/thaw, and severe wet and dry conditions.
Their exceptional resistance to chemicals and ability to perform in complete immersion has also allowed these systems to prove their worth in a whole host of application conditions, from roofs to primary and secondary containments. Many are capable of withstanding a significant amount of traffic, both pedestrian and vehicular, which also allows for their use on balconies, parking decks, and in other high traffic situations.
Because these materials allow for the in situ manufacturing of membranes, traditional flashing details (i.e., pitch pockets, compression rings, etc.) and seams (which are a common source of roofing system failures), are eliminated. Membranes are flashed directly to penetrations and drain bowls and do not require the use of preassembled base flashings. They are equally capable of being terminated within a reglet or at a free edge, and do not require termination bars or other mechanical attachment to keep them flush to a substrate.
As we have seen over the past few years, insurance companies are objecting more and more to the use of torches and other heat related equipment in the roofing industry. In some European countries, the use of torches and other open flame equipment has been completely banned. In today's highly litigious roofing market, perhaps the most important aspect of these technologies is their ability to be applied without the use of heat. Kettles, melters, hot air and gas guns, and torches are being replaced with brushes, rollers, and mixers. This should come as a comfort to the insurance companies, building owners, and contractors alike as each stand to benefit from the eventual acceptance of these technologies in the market-place.
Market Acceptance, Contractors, Training, and QA/QC
It is the roofing market's general lack of acceptance and desire to understand these systems that result in the technologies' most significant drawbacks. As mentioned earlier, a large percentage of low slope roofing systems are factory cured sheets. The fact that they are cured in a controlled environment allows for a high level of quality assurance and control (QA/QC) to ensure the physical properties of the membrane are kept within a predetermined specification (i.e., thickness). Fluid applied systems are no different in that they require a high level of QA/QC. It is where this QA/QC is carried out and by whom, which represents the biggest difference among them and singleply and modified bitumen systems.
While the base polymers for fluid applied systems undergo the same, if not more, QA/QC than the various polymers and modified bitumen’s used for factory cured sheets, fluid applied technologies rely on field QA/QC to ensure the finished physical properties of the membrane. While factory cured sheets also must rely on field QA/QC to ensure proper performance, it is the focus of that QA/QC that is different.
Since the physical properties of sheet goods have already been checked for specification conformance prior to delivery to the project site, installation QA/QC is focused on ensuring parameters such as adequate laps, seam integrity, fastening patterns, pitch pocket construction, etc. Since fluid applied systems are seamless, self-flashing, and require no mechanical attachment, field QA/QC for these systems is more centered on finished membrane thickness and consistency of reinforcement. In either case, it is imperative that the installation be performed by a qualified contractor, under the manufacturer's supervision.
Because of the reliance on contractors to ensure the physical properties of fluid applied membranes meet specifications, training programs are tailored to cover standard installation requirements (i.e., termination details), in addition to stressing the importance of finished membrane thickness and reinforcement consistency. The need to understand these properties is not something that roofing contractors are used to, and something they do not want to understand. I go back to my earlier point about the roofing market's general lack of acceptance of fluid systems representing the largest potential for pitfalls. The early adopters of these systems were not roofing focused, but restoration and waterproofing focused. This is true for both the contracting and specification communities.
Restoration and waterproofing focused contractors typically have composite work crews; meaning they have skilled masons, painters, roofers, and sheet metal workers that bring a broad base of experience to a project. These contractors understand how to use a variety of different sealants, scarify, or rebuild a concrete deck, and rebuild and repoint a cavity wall. They also tend to be versed in the application of wall and deck coatings, which require them to understand a variety of reinforcing materials and the importance of dry and wet film thickness; whereas the preponderance of roofing contractors rely on subcontractors to perform this work. This is not to say that roofing contractors do not or cannot install these systems (some of the best installers are roofers), but it has been the author's experience that those who do are either looking to differentiate themselves from their competition or are entrepreneurial enough to see the future.
Until recently, the same held true for the specification community. The trend among specifiers was for those more specialized in forensic engineering and waterproofing to latch onto these technologies, while those more focused on roofing as a subset of the “building envelope” lagged behind. As evidenced by the recent expansion of the former Roof Consultants Institute (RCI) into the “building envelope,” I am pleased to say that this trend is in the process of changing. More and more, the fluid applied systems outlined in the next section are being specified for low slope roofing and waterproofing applications by roof consultants, engineers, and architects alike.
DESIGN CONSIDERATIONS
Like any other project, it must first be determined whether a restoration/recover is possible, or whether a complete reroof is warranted. Just because the membrane is being installed as a fluid does not mean that good, common, and customary roofing practices get thrown by the wayside. Nondestructive testing (i.e., infrared, nuclear density, capacitance, etc.) in combination with a series of core samples should always be performed prior to deciding on recover suitability. Likewise, evaluation of the integrity of existing mechanically attached roofing should also be conducted.
Besides the evaluation of the roofing assembly to be recovered, the existing condition of the surface to which the membrane will be applied must also be evaluated, and a determination made as to whether the substrate is acceptable to treat. Substrates that may be suitable for recover include but are not limited to: singleply and elastomeric membranes, modified bitumen, asphalt, and metal. It is important to check with the material manufacturer for priming schedules and requirements for evaluating substrate suitability. Recovers can be performed direct to existing, exposed surfaces, or can be reclaimed with the use of a carrier membrane or base sheet. In some cases, code compliance requirements will dictate that an otherwise suitable recover situation must be replaced in its entirety.
SYSTEM INSTALLATION
Restoration/Recovery
If a restoration is determined to be suitable, the surface to which the fluid applied membrane will be applied must be free from dirt, debris, laitance, and any poorly adhered materials. Surface preparation requirements typically involve a medium power wash using an antifungal, quaternary ammonia compound. Some applications, particularly well weathered, singleply membranes, may require a solvent wipe. For heavily textured surfaces, a base sheet can be fully adhered to provide a more suitable surface for the fluid applied membrane.
Once prepared, some but not all surfaces may require a primer. As mentioned earlier, it is important to check with the manufacturer for priming schedules and requirements for evaluating substrate suitability.
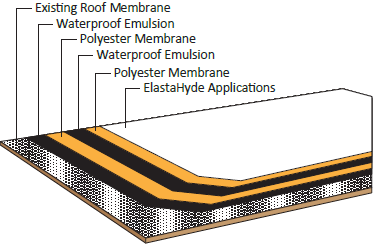
Following the application and curing of any required primers, a base coat of material will be applied by brush, roller, or airless spray. The material will be applied at a recommended wet film thickness (WFT) as outlined by the manufacturer. The specified mil thickness represents enough material to fully embed (“wet out”) the membrane reinforcement, which will be laid into the base coat of material. As the base coat of polymer and reinforcement represent the primary waterproofing barrier, it is imperative that no pinholes exist.
Once cured, the base coat of the system is top coated to achieve a predetermined, uniform, dry film thickness (dft), which also determines the length of the warranty period. Finished membrane mil thicknesses can range from as little as 0.060" to more than 0.100".
Silica quartz may be broadcast into additional topcoats to achieve antiskid qualities. Antiskid surfaces can be locally applied to common areas and walkways, or to the entire system.
SYSTEM DETAILING
It is very straightforward. Low flashing height – no problem; irregular penetrations – no problem; expansion joints, cracked substrates, differential movement – you guessed it – no problem.
The ability of these systems to efficiently deal with the aforementioned problems, and their ability to bond to a multitude of substrates are what have driven a few of the major U.S. roofing manufacturers to adopt these technologies for difficult flashing details. Because they are applied in situ, the membranes can be transitioned directly to parapet walls, vent pipes and stacks, drain bowls, roof hatches, and mechanical equipment.
Anything is possible with fluid applied roofing and waterproofing membranes. And, if designed using good engineering practice, in conjunction with the manufacturer, and installed by a qualified contractor, the future performance of the system is assured.
[Author, This article has been slightly modified from an article originally written by Franklyn Dippolito].
Monolithic Roofing Solutions is a commercial roofing contractor in Grapevine Texas . They are a certified dealer/installer for Western Colloid 's hybrid seamless, single-ply build-up FARR (fluid applied reinforced roof) restoration roofing system. Call today to arrange for an inspection and evaluation as to whether your roof is a candidate for this system –
Literally, “The Last Roof Your Building Will Ever Need!”
Monolithic Roofing Solutions 525 Industrial Blvd. Suite A, Grapevine Texas (469) 628-4441 www.monolithicroofingsolutions.com